In AC mode, an inverter offers waveform shaping with more control for optimal results. We are taking a look at some of the benefits behind these additional capabilities and how you can put them to use. If you missed the previous post, dedicated to DC Pulsing, or AC Output, we strongly recommend to read it.
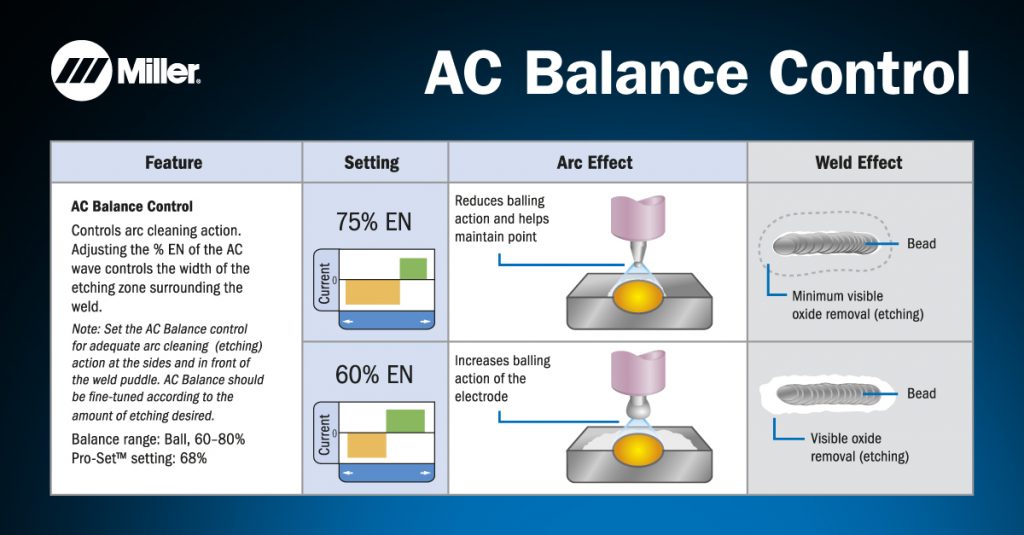
AC Balance Control adjusts the balance between penetration (EN) and cleaning action (EP). Inverter-based TIG welders allow the operator to set the amount of EN from 30 to 99 percent for greater control and fine-tuning of the cleaning action.
More cleaning action is not necessarily better. To produce a good weld, you need only a .1-in. (2.5 mm) etched zone surrounding the weld, although different joint configurations may have different requirements. Using the least amount of cleaning action (setting the balance at the highest practical EN) necessary helps maintain the tungsten point, reduces balling and provides for deeper, narrower penetration.
Insufficient cleaning action results in a “scummy” weld puddle. If the puddle looks like it has black pepper flakes floating on it, add more cleaning action to “blast” away oxides and other impurities. Too much cleaning action can lead the tungsten tip to ball and reduce penetration. A good starting point is 75% EN. Fine tune it from there.
Was it interesting? Then don’t miss the next episode, where we talk about Amplitude Control.


