En mode CA, un onduleur permet de façonner la forme d’onde avec plus de contrôle pour des résultats optimaux. Nous examinons quelques-uns des avantages de ces capacités supplémentaires et la manière dont vous pouvez les utiliser. Si vous avez manqué l’article précédent, consacré à la pulsation DC ou à la sortie CA, nous vous recommandons vivement de le lire.
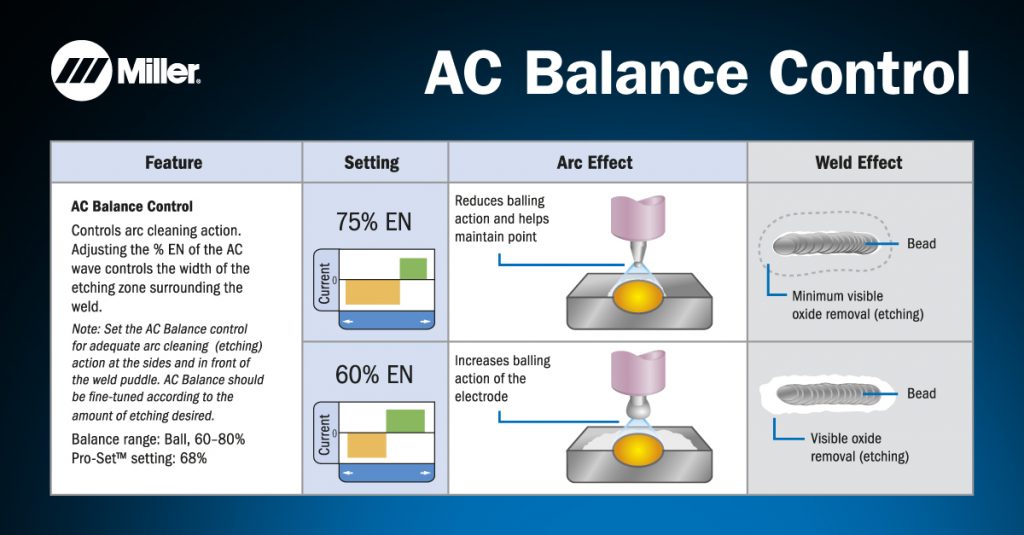
Le contrôle de l’équilibre CA permet de régler l’équilibre entre la pénétration (EN) et l’action de nettoyage (EP). Les générateurs TIG à onduleur permettent à l’utilisateur de régler la quantité d’EN de 30 à 99 % pour un meilleur contrôle et un réglage fin de l’action de nettoyage.
Un décapage plus important n’est pas nécessairement meilleur. Pour obtenir une bonne soudure, il suffit d’une zone décapée de 0.1 pouce (2,5 mm) autour de la soudure, bien que différentes configurations de soudure puissent avoir des exigences différentes. L’utilisation d’un minimum du décapage (réglage de l’équilibre à la valeur EN pratique la plus élevée) permet de maintenir la pointe en tungstène, de réduire la formation de bille et d’obtenir une pénétration plus profonde et plus étroite.
Un décapage insuffisant entraîne la formation d’un bain de soudage « mousseux ». Si le bain semble contenir comme des flocons de poivre noir flottants en surface, il convient d’augmenter le décapage pour éliminer les oxydes et autres impuretés. Un décapage trop important peut conduire à la formation d’une bille sur la pointe en carbure de tungstène et réduire la pénétration. Une valeur EN de 75 % constitue un bon point de départ. Il convient ensuite de l’affiner.
Vous avez trouvé cet article intéressant ? Ne manquez pas le prochain épisode, où nous parlerons du contrôle de l’amplitude.


